جوشکاری اصطکاکی چه مزایایی دارد؟
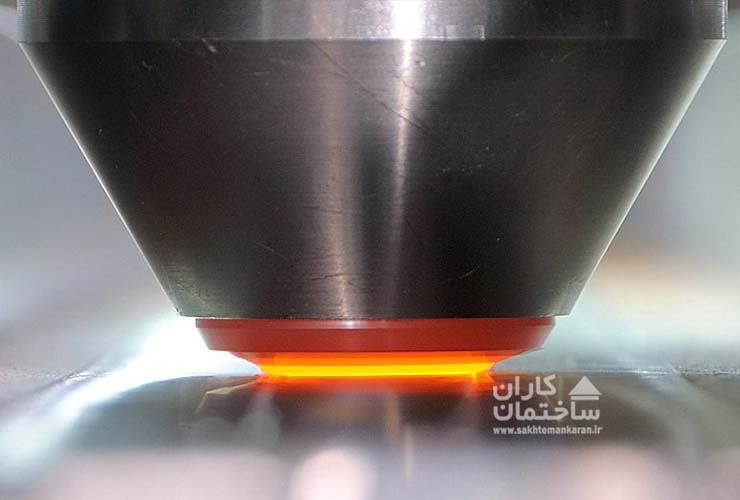
جوشکاری اصطکاکی یکی از پرکاربردترین روشهای جوشکاری در صنعت پس از جوشکاری پرتو الکترونی است . در این روش، سطح دو قطعه که قرار است به هم متصل شوند در تماس باهم قرار میگیرند. یکی از قطعات ثابت است در حالی که قطعه دیگر میچرخد. وقتی سرعت چرخشی به یک مقدار مشخص میرسد، فشار محوری اعمال میشود و گرمایش موضعی در قسمتهایی در فصل مشترک رخ میدهد. سپس چرخش متوقف میشود و مواد گرم شده روی سطح مشترک انباشته میشوند. استفاده از گرما به طور موثر در منطقهی جوشکاری فقط با توزیع موثر گرما بر روی سطوح جوشکاری امکانپذیر است.
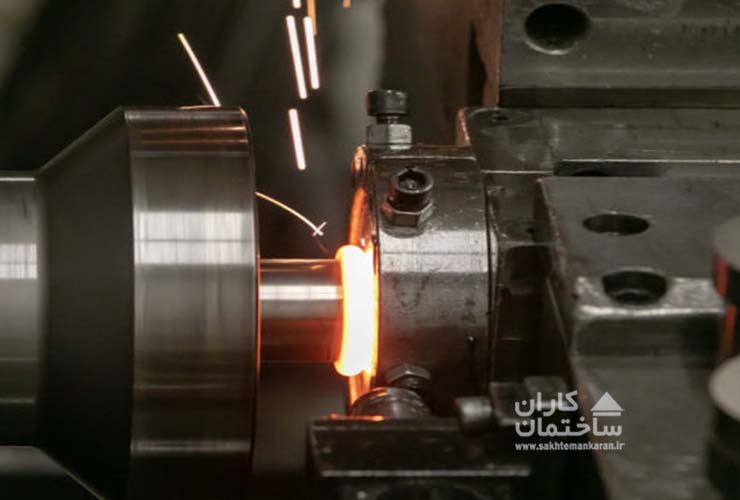
از روش جوشکاری اصطکاکی به طور معمول در جوش کاری لولهها و میلههای دایرهای استفاده میشود. حرکت اساسی در این نوع کاربردها حرکت چرخشی است که باعث اصطکاک میشود.
باید دانست که اتصال جوشکاری با کیفیت بالا فقط در قطعات صاف و روان امکان پذیر است. اکسیدهای تشکیل شده در سطح یا غبار روی سطح قطعه همیشه وجود دارند و بر تشکیل پیوند و کیفیت جوشکاری تأثیر منفی میگذارند. این مشکلات با ساییدن سطوح با استفاده از اصطکاک برطرف میشوند.
مزایای جوشکاری اصطکاکی
1.انرژی کمتر، هزینه کمتر
جوشکاری اصطکاکی از خصوصیات فنی و اقتصادی بهتری نسبت به روشهای دیگر برخوردار است.یکی از اصلیترین مزایای جوشکاری اصطکاکی نیاز کمتر آن به انرژی است. انرژی مورد نیاز حدود یک دهم جوشکاری با مقاومت الکتریکی است.
2.ضایعات کمتر
این که این نوع جوشکاری سرعت بالایی دارد و فصل مشترک دو قطعه تحت گرمای مستقیم قرار میگیرد باعث میشود نواحی کمتری از قطعات گرما ببینند.
3. کیفیت جوش بالا
چون این جوشکاری از نوع فشاری است پس به طور کلی فاقد مذاب است و عیوب جوشکاری در این نوع جوشکاری کمتر دیده میشود.
4. آماده سازی سریعتر
مزیت دیگر این است که می توان قطعات را با آماده سازی کمتری متصل کرد زیرا در طی فرآیند و در اثر اصطکاک سطح قطعات صاف و صیقلی میشود.
5. جوش غیر همگون
مزیت دیگر جوشکاری اصطکاکی این است که اجازه میدهد مواد متفاوت به هم متصل شوند. این ،خصوصاً در هوافضا ، جایی که از آن برای اتصال آلومینیوم سبک به فولادهای با مقاومت بالا استفاده میشود، بسیار مفید است.
6. نقطه ذوب بالا
به طور معمول اختلاف زیاد در نقاط ذوب دو ماده باعث میشود که جوشکاری با استفاده از تکنیکهای سنتی غیرممکن باشد. در این صورت به نوعی اتصال مکانیکی نیاز است. جوشکاری اصطکاکی، پیوندی با تمام مقاومت و بدون وزن اضافی ایجاد میکند و میتوان از آن برای جوشکاری موادی با اختلاف نقطه ذوب زیاد استفاده کرد.
7. سازگاری بالا
مواد متخلخل مانند آلیاژهای منیزیم، آلومینیوم، مس، تیتانیوم، آلیاژهای مقاوم در برابر حرارت نیکل و کبالت و مواد نسوز مانند آلیاژهای تانتال و مولیبدن میتوانند با جوشکاری اصطکاکی با موفقیت به هم متصل شوند.

معرفی 6 روش جوشکاری اصطکاکی
1. جوشکاری اصطکاکی دوار
جوشکاری اصطکاکی دوار (به انگلیسی: RFW, Rotary Friction Welding) که به آن جوشکاری چرخشی نیز می گویند، از ماشینهایی استفاده میکند که دارای دو سهنظام برای نگهداری قطعات هستند که یکی از آنها ثابت و دیگری چرخان است.
2. جوشکاری اصطکاکی درایو مستقیم
در جوشکاری اصطکاکی درایو مستقیم(به انگلیسی: Direct-Drive Friction Welding که به آن جوش کاری اصطکاکی درایو پیوسته نیز گفته می شود)، موتور محرک و سهنظام متصل هستند. موتور محرک در مراحل گرمایش بطور مداوم در حال حرکت دادن سهنظام است. معمولاً برای جدا کردن موتور محرک ازسهنظام، از کلاچ و سپس برای توقف سهنظام، از ترمز استفاده میشود.
3. جوشکاری اصطکاکی اینرسی
در جوشکاری اصطکاکی اینرسی به انگلیسی: Inertia Friction Welding موتور محرک جدا شده و قطعات به هم فشار میآورند. انرژی جنبشی ذخیره شده در چرخ لنگر با كاهش سرعت آن به حرارت تبدیل شده و بر سطح جوش پخش می شود. قبل از جوشکاری، یکی از قطعه ها به همراه چرخ لنگری با وزن مشخص به سهنظام دوار متصل می شود. سپس قطعه با سرعت زیادی چرخانده می شود تا انرژی مورد نیاز را در چرخ لنگر ذخیره کند. پس از رسیدن سرعت چرخش به مقدار مناسب، موتور برداشته شده و قطعات تحت فشار به هم نیرو وارد میکنند. پس از توقف چرخش ، نیرو بر روی قطعات نگه داشته می شود تا جوش “تنظیم” شود.
4. جوشکاری اصطکاکی خطی
جوشکاری اصطکاکی خطی به انگلیسی: LFW , Linear Friction Welding مشابه جوشکاری چرخشی است، با این تفاوت که سهنظام متحرک به جای چرخش، به صورت جانبی نوسان میکند. به طور کلی سرعت ها در این نوع جوشکاری از جوش کاری اصطکاکی دوار بسیار کمتر است، که این امر باعث میشود قطعهها همیشه تحت فشار قرار بگیرند. به همین دلیل قطعات باید مقاومت برشی بالایی داشته باشند. جوش کاری اصطکاکی خطی به ماشین آلات پیچیدهتری نسبت به جوشکاری چرخشی نیاز دارد، اما این مزیت را دارد که می توان قطعات با هر شکل سطح مقطع را بهم پیوند زد و در بسیاری از موارد کیفیت اتصالی بهتر از روش دورانی حاصل میشود .

5. جوشکاری ارتعاشی خطی
در جوشکاری ارتعاشی خطی به انگلیسی: Linear Vibration Welding قطعات در تماس باهم و تحت فشار قرار میگیرند. سپس یک نیروی ارتعاش خارجی برای لغزش قطعات نسبت به یکدیگر، عمود بر فشار وارد شده، اعمال میشود. قطعات با یک جابجایی نسبتاً کوچک معروف به دامنه، به طور معمول بین 1.0 تا 1.8 میلیمتر(برای فرکانس ارتعاش 200 هرتز)، یا 2 تا 4 میلیمتر (برای فرکانس ارتعاش 100 هرتز) ، در صفحهی جوش نسبت به هم میلغزند. این روش در صنعت خودروسازی به طور گستردهای مورد استفاده قرار میگیرد.
6. جوشکاری اصطکاکی مداری
جوشکاری اصطکاکی مداری به انگلیسی: Orbital Friction Welding مشابه جوشکاری چرخشی است، اما در این روش از دستگاه پیچیدهتری برای تولید حرکت مداری استفاده میشود که در آن قسمت متحرک در یک دایره کوچک (به طور کلی بسیار کوچکتر از اندازه مفصل) میچرخد.



بدون دیدگاه